
INNOVATIVE PRODUCT MOVEMENT SOLUTIONS
What we do
Here at MCL we specialise in the design and manufacture of conveyors and components for the materials handling industry, system integrators, OEM's, automation businesses and their clients.
We’re proud to be a leader in our field - one of our key hallmarks is delivering cutting-edge designs and improving on existing designs, via a partnered approach with all vested parties, to ensure the best possible outcome and ongoing R.O.I.
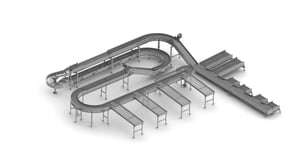
The movement of goods from place to place utilising various different means.
The collection of various goods with or without pressure in singular or multiple zones.

The classifying and arranging goods based on one or more factors such as size, shape, location, product code or type.
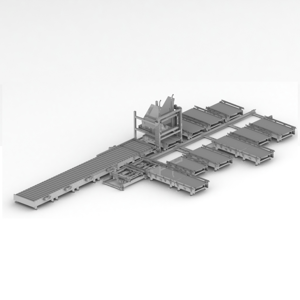
The process of loading boxes, groups of boxes, or layers (usually from a conveyor) onto a pallet or large container.
Highly detailed solutions specifically designed to meet your unique product & logistical needs.
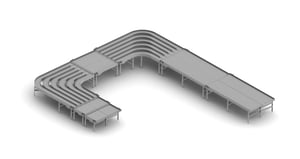
Fast efficient movement of goods, increasing throughput and reducing labour costs.
Vertical Transport Systems transport products between levels, allowing the use of overhead conveyors, which remove obstructions from your floor.
Built to withstand heavy-duty operations and provide long-lasting material handling solutions.

Get a free quote
Looking for better material handling systems with easy integration? Get a free quote today and discover tailored conveyor solutions for your business with MCL.
Applications for your business
From streamlining production processes to enhancing warehouse efficiency, our modular conveyor systems are designed to meet the diverse needs of businesses across various industries.
We specialise in serving sectors such as manufacturing, warehousing, automation and large scale packaging, but our customisable solutions are a perfect fit for many more industries that need to optimise productivity or space. We know that material handling solutions perform best when they’re tailored to your specific requirements, so that’s exactly what we do in every instance.
What problems do we solve for you?
At MCL, we recognise the challenges that businesses face in optimising their material handling processes in a reliable way. That’s why we focus on building innovative solutions that address challenges upfront.
Our modular conveyor systems are designed to enhance efficiency, reduce downtime and minimise operational costs for handling large amounts of materials. By leveraging state-of-the-art technology and hard-earned industry expertise, we can empower you to build a more efficient business.

The industries we have worked with
Over the years, MCL has proudly created modular conveyor systems to serve a wide range of industries, including food post grading, 3PL, warehousing, packaging and more. Our extensive experience and modular approach allow us to build solutions that will integrate perfectly into many storage and distribution facilities or other material handling or processing spaces, regardless of scale.
Whether the end user operates in a highly regulated environment or requires specialised handling for delicate products, you can trust MCL to deliver reliable conveyor systems that meet the highest possible standards of quality and performance.

Conveyor system design process
At MCL, we believe in a collaborative approach for our conveyor system design. From initial concept to final implementation, our team of experts works closely with you to develop a solution that aligns with your vision and business objectives.
Our comprehensive design process includes feasibility studies, 3D modelling and prototype testing to ensure optimal functionality and efficiency of your new or upgraded conveyor system. With MCL by your side, you’ll know your project is in safe hands from start to finish.

Custom conveyor design
- Discuss objectives and provide an overview of potential solutions.
- Determine the most effective conveyor system layout.
- Calculate the belt loading and help select the correct motor and drive.
- Ensure you achieve the correct belt speed to meet your throughput requirements.
- Integrate your conveyor or conveyor system with other equipment.

